埋弧螺旋焊管生产是采用串联焊接技术连接线圈内外边缘,并通过铣削硬质合金进行修整和斜面,以获得高质量的焊缝结构。

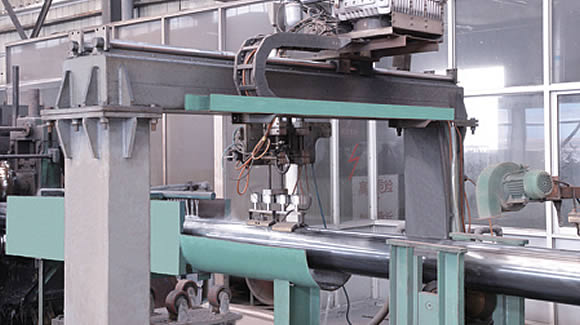

Thermatool为SAW(埋弧焊)API管线的生产商设计和制造螺旋缝退火系统。
Thermatool螺旋缝退火系统提供了用于纵向焊接API管的所有基本功能和优点,然而,它需要安装特殊的“形状”电感器。
这些都是在CAD系统上定制设计的,以便精确地遵循特定管径的螺旋角。

焊接钢管(用焊缝制造的钢管)是由平板制成的管状产品,称为骨架,形成,弯曲并准备焊接。