Pipe end processingis conducted for steel pipe threading, sizing, thickening, strengthening heat treatment, such as chamfering process.
Pipe threading pipe ends
Threading pipe ends use the corresponding coupling the pipe connected. Threaded connections required to connect high strength, good air tightness to prevent leakage of pipe breakage and transport medium. Steel wire in the car before the end usually after machining include: cutting, car cylindrical, boring, chamfering and face processing. These processes are generally a dedicated threading machines at once, and some can also be done on two machines. In order to ensure compliance with standards thread size, oil drill pipe using pipe threaded ends, factory various instruments required rigorous testing, test items include snails moment, tooth height, tooth, thread length, taper, tight moments and so on.

Pipe end sizing
Objective is to reduce the tube ovality, after machining steel to ensure dimensional accuracy , mainly for the oil casing. By the end of the post- sizing sleeve ends when threading a small number of black buckle, can improve the finished product rate. Pipe end sizing by cold deformation process, the common sizing methods are flaring punch and the punch flaring + sizing ring compression two kinds. Decreases when the punch tube expanding effect ovality depends largely on the uniformity of the pipe wall thickness. On the wall is not as hot-rolled tubes compared with severe cycle -type rolling machine rolling steel, the expanded diameter punch after the end of the tube surface quality deterioration. Therefore, in order to eliminate the impact of uneven thickness and decreasing pipe ovality, should be enlarged diameter punch + sizing ring compression method. Of cold sizing, the pipe end is elastically deformed but also only a small amount of plastic deformation. After sizing, the enlarged diameter of the transition zone and the non- expanded diameter, which may have different levels of residual stress, it may also occur due to sizing ring punch and the inner and outer surface scratches caused, resulting in a slight stress corrosion. Therefore, it should enhance the dimensional accuracy of hot-rolled steel, to avoid the use of the pipe end sizing method.
Pipe end upsetting
Mainly used in petroleum pipes and pipe geology. After threading pipe ends due to wall thinning, threaded connections became part of the strength of the entire pipe weaknesses. In order to improve the strength of the threaded connection part, the use of thicker way to increase the pipe end pipe end wall thickness. In addition, multi-use drill pipe ends and tools welded connections, the weld and heat affected zone is the strength of the weak link. In order to improve the strength of the weld zone, generally thicker pipe end use. Pipe end upsetting the form of internal upset, EUE and internal and external thickened .
Enhanced heat pipe end
By heat treatment threading pipe end portion of the tube body strength of a higher intensity level. Pipe ends strengthening heat treatment processes include heating pipe end, quenching and tempering.
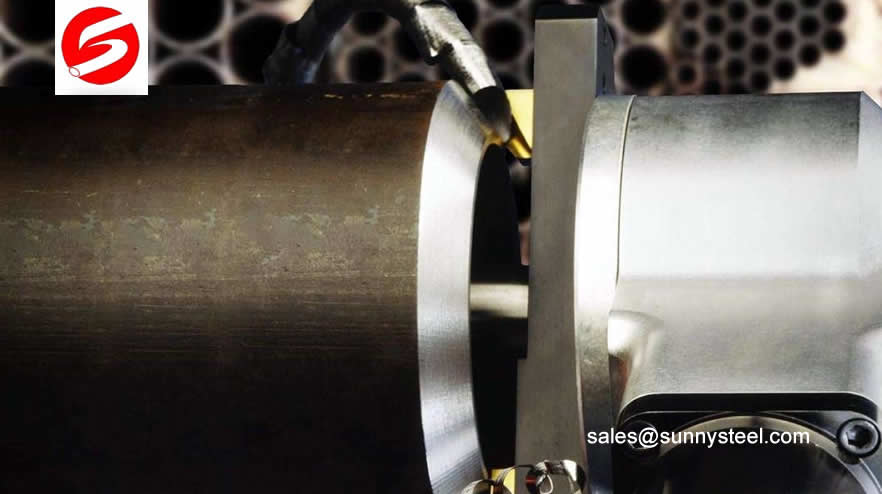
Tube end chamfering
Used to transport minerals, gas, oil, water and other media channels, usually caused by a root welded steel pipe up. In order to facilitate the welding between the pipes, the pipe end must be chamfered exterior angle.
Our team is highly trained and experienced in servicing and producing all types of steel supplies.




