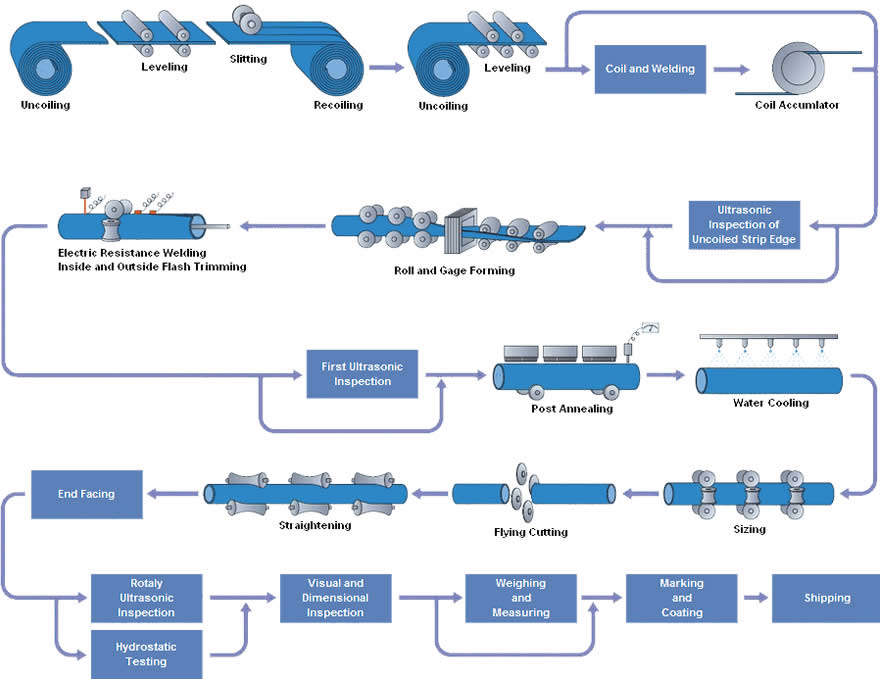
如何控制螺旋焊接管的焊接
一般而言,将焊接管道分为一般焊接管,镀锌管,氧气焊接管,公制系统焊接管,变压器管,焊接薄壁管和螺旋焊管等。
通常,控制焊接的形状是通过调节焊接电流,电弧电压,焊接速度,焊接线延伸,焊接线角和焊接头偏移。
1,焊接渗透和珠高的焊接电流非常明显。电流越大,穿透性越大,焊接高度就越大。
2,电弧电压和线伸长对焊缝宽度的影响更大。电弧电压越大,电线伸长越大。
3,焊接速度,珠宽度越小,穿透深度较小。
4,电线角对焊接形状具有很大影响。焊接线正朝着垂直,焊缝渗透增加宽度减少。如果电线挠度从焊接方向偏离,则焊缝深度会减小,宽度增加。
5,将焊接头偏移焊接到水平径向距离的管道中心点上,焊缝的形状也很棒。这是螺旋淹没的电弧焊接管道特异性问题。螺旋管中的螺旋管用于在运动状态下进行焊接,有一个圆周旋转运动,这将导致熔融铁浴的流动,这是焊缝的影响。选择适当的偏移量以帮助焊接以令人满意的外观和形状,如果偏移较大并且珠子高度较小,并且焊缝和焊缝中垂直凹陷内的侧面移动趋势较大。