热轧无缝钢管是无缝钢管的一个大类,按生产方法划分。热轧相对于冷轧而言,冷轧是在室温下进行轧制,热轧是在结晶温度下进行轧制。无缝钢管是相对于焊接钢管命名的,无缝钢管通常是由圆钢穿孔再加工而成,焊接钢管通常是由钢板焊接而成的不同方式。热轧无缝钢管的直径一般在38mm以上。更小直径的无缝钢管可以通过冷轧或冷拔获得。

热轧无缝钢管生产基地变形过程可以概括为穿孔、延伸和精轧三个阶段。
热轧无缝钢管:热轧相对于冷轧,冷轧低于轧制的再结晶温度,热轧在轧制的再结晶温度以上进行。
热轧无缝钢管生产基地变形过程可以概括为穿孔、延伸和精轧三个阶段。
坯料被送入加热炉,温度约为1200摄氏度。氢气或乙炔的燃料。炉温控制的关键是穿气管圆,冲孔后释放压力。其中圆锥辊冲床一般比较常见,这种冲床生产效率高,产品质量好,打孔膨胀体积大,可磨损多种钢材。穿孔后,圆管已经过三辊交叉轧制、轧制或挤压。
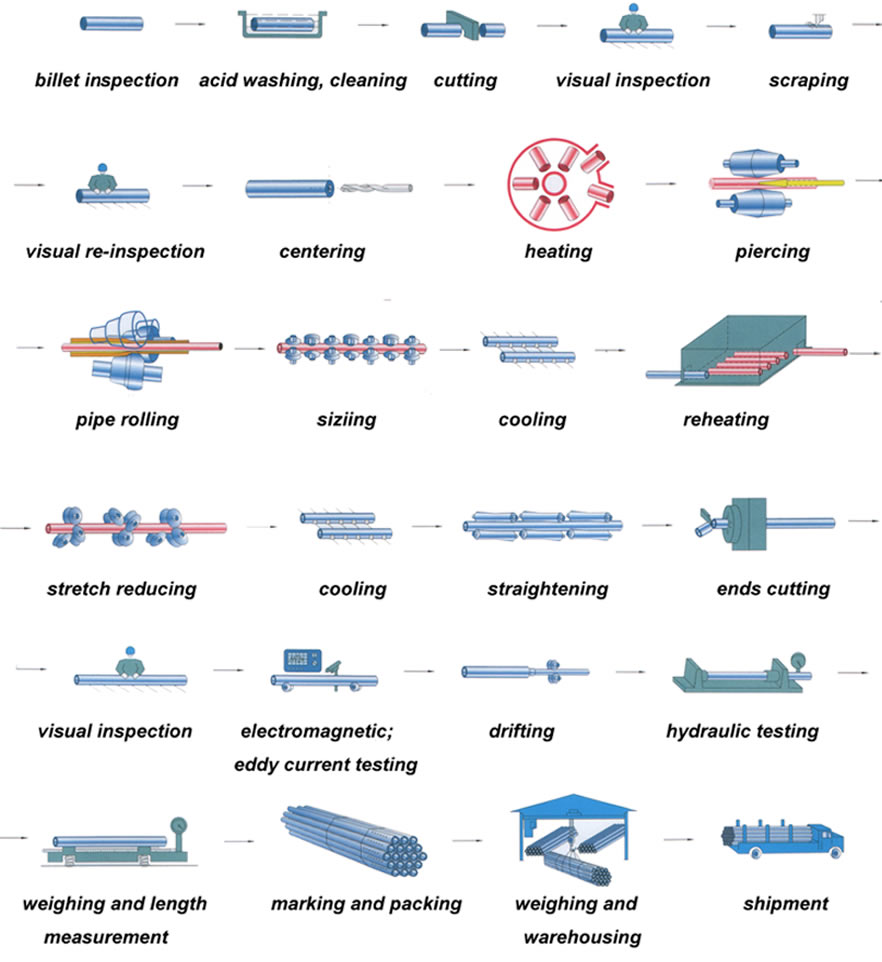
热轧无缝钢管的一般工艺为:圆棒→加热→穿孔→三辊交叉轧制、轧制或挤压→脱接→上浆(或减径)→冷却→配管→校直→水压试验(或探伤)→标记→入库。
挤出后脱管施胶。定径机由高速旋转的锥体钻进入冲床内形成钢坯管。钢管内径由定径机钻头的外径长度决定。施胶后,钢管进入冷却塔由水雾冷却,钢管冷却后,需进行矫直。由输送管道经调直的金属探伤机(或水压探伤机)进行内部探伤。钢管内部的裂纹、气泡等问题会被检测到。
优势
热轧无缝钢管可以破坏钢锭的铸态组织,细化钢的晶粒,消除组织缺陷,使钢组织密实,提高力学性能。这种改进体现在轧制方向上,使钢不再在一定程度上各向同性;浇注时形成气泡、裂纹和骨质疏松,在高温高压下也可焊接在一起。
缺点:
所以对于大型钢材,对于钢材的边宽、厚度、长度、角度、边线等规律要求都不太精确。
分离
位于内表面的钢管呈垂直分布,呈螺旋凸起,大量金属分离或断裂状剥离。
直内襟翼
位于内表面的钢管呈垂直分布,呈对称或单线状褶皱,有贯通长,有局部。
不规则的洞
位于管道表面呈垂直分布的,①有一壁或两壁180°向外加厚的,或在管道表面与壁厚的芯棒分离点有加厚形状的,又称内鼓套。②内园钢呈六角形,粗细不均,又称六角形。
壁收缩
位于钢管内表面的横截面最薄,钢管内表面凹陷,局部变薄,壁厚严重收缩几乎撕裂。
滚的伤疤
钢钉内表面纵向方向如有疤痕、凸包或块状折叠内管表面压痕。
在折叠
位于钢管端部内表面,局部或片状纵向螺旋状或半螺旋状褶皱不规则分布。
滚了
位于管壁纵面内的部分或全部长度在外凹或凸波纹管外表面上通过的长纵槽规定明显对称,一般为直线,个别为斜线形状。
眼泪
位于管体纵向上的钢表面出现了不同程度的横向破裂,菱形和椭圆形孔贯穿管体。
折叠双缝
位于管壁纵面上,斜向延伸成一对纵向裂纹,裂纹有时分散分布在管壁上,有时呈对称分布。
双插页
位于管壁纵面上,斜向延伸成一对纵向裂纹,裂纹有时分散分布在管壁上,有时呈对称分布。
外折叠
①外管上呈规则折三角形,双缝直单缝直或不规则片状折状。
②在外纵方向上呈一般连续或间断缝缝式缝纫机或交错60°、120°、180°缝缝形折管。
③外纵折叠在螺旋钢管上。
④管道表面纵向通过长斜线或短斜线点折叠严重交错两三个120°。

a.内表面缺陷
内瓣:在钢管内表面呈直线、螺旋形或半螺旋形锯齿形缺陷。
B.外表面缺陷
外折:管的外表面呈分层的折叠螺旋状。
我们是热轧钢管的制造商,在全球范围内提供高质量的热轧钢管,无论是大的还是小的数量,并为您提供市场上最好的价格。
ASTM的钢材标准是分类、评估和指定不同类型钢材的材料、化学、机械和冶金性能的工具,这些钢材主要用于机械部件、工业部件和建筑元件的生产,以及与之相关的其他配件。
DIN标准是国家、欧洲和/或国际层面工作的结果。

无缝管广泛应用于核装置、燃气、石油化工、造船、锅炉等行业。无缝管占据了中国锅炉行业65%的市场份额。