管道弯头用于安装在允许改变方向的两段管道或管道之间,通常这些弯头由连接端区分。
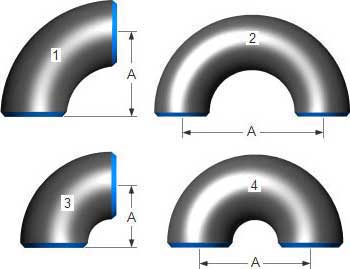
默认情况下,有5个机会,45°,90°和180°弯头,这三个弯头都在“长半径”版本中,此外,90°和180°弯头都在“短半径”版本中。

弯头后弧的检测:无缝弯头后弧厚度的检测是一项重要的任务。许多大型管弯管厂家或严格的工程检验后弧是必须的。它关系到管道运行的安全稳定。
大家都知道无论是管道还是无缝弯管都是承受压力的,即运行时压力非常大。一般情况下,设计安装的无缝弯头厚度的安全系数约为6倍。例如219*8无缝弯头,管道介质为普通水,温度通常不高于百摄氏度,而爆破这样的无缝弯头所需的压力在300公斤左右,即管道内部的压力需要达到PN30,才会进行无缝弯头的爆破,这种弯头的操作压力大概就在这个左右。据估计,最高气温不会超过PN6.4,当然,一般都在PN4.0左右。随着管道的腐蚀,无缝弯头也会受到不同程度的腐蚀。为了保证其安全运行,大修的必要性很大。





目前制作无缝弯头的工艺会导致弧后变薄的现象。一般情况下,口部壁厚会比背弧薄两毫米左右。普通的厚度和压力即使背弧变薄也不会变薄。安全隐患太多,因为直到肘部发生危险事故才更换肘部。但作为一个严谨的工程,什么都不一样,而且管道里面的介质也有责任,不仅仅是水。可能有油或其他杂质,温度高压力大,弧背厚度作为薄弱之处,决定了无缝弯头的寿命。因此,检测背弧的重要性自然是很大的。用测厚仪直接读取弯头处某一点的厚度。
检测弯头内径和外径:例如检测弯头外径尺寸D:参照上下限的数据,实际测量的产品外径在上下限之间是合格的,不合格产品在上下限范围之外。
检测弯头壁厚:用测厚仪直接读出弯头最薄部分的厚度。
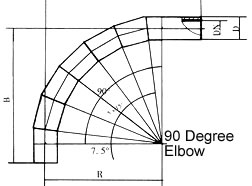
检测肘部中心高度:首先测量肘部外圆的长度。用这个长度值/1.57,减去弯头直径的一半得到的值就是弯头的中心高度。
检测弯头重量:弯头为钢管材质。我们只知道切手肘时手肘的重量,手肘的大小和手肘的后弧度。尺寸基本相同。我们来计算一下肘关节的后弧长度:肘关节的直径为D,曲率半径为1.5D,肘关节的后弧长度为(1.5+0.5)*D*2*3.14/4化简我们可以得到,1.5倍肘关节后弧长度L = D* 3.14。这只是一个估计。国标值略小于此值。后弧长度为L后,按钢管的计算公式计算钢管的重量:(Da)*a*0.02466*L/1000, (a为弯头的壁厚),这个重量的单位为KG,这样我们就可以得到碳钢弯头的重量。如果是不锈钢弯头,只需将0.02466替换为0.02491即可。然后将计算出的理论重量与实际重量进行比较。
弯头的射线检查:射线检查可以检测弯头的体积缺陷,如气孔、夹杂渣、缩孔和松动。




狗万登录注册耐磨管道系统广泛用于燃煤发电厂的各种用途,包括将煤灰泥浆输送到附近的沉淀池,将石灰石泥浆输送到吸收塔喷雾塔,以去除烟气中的二氧化硫(SO2)和氯化氢(HCl),并运输烟气脱硫过程中的硫酸钙副产物。
开发和优化了氧化铝陶瓷的最大耐磨性和耐腐蚀性。
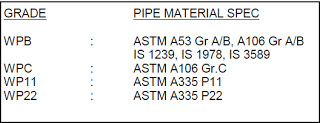
本规范涵盖无缝和焊接结构的锻碳钢和合金钢配件。除非订单中明确规定了无缝或焊接结构,供应商可以选择提供这两种结构。根据本标准提供的所有焊接建筑配件均采用100%射线照相。根据ASTM A234,根据化学成分,有几个等级可供选择。选择将取决于连接到这些配件的管道材料。
| 抗拉要求 | 由 | 女警官,WP11CL2 | WP11CL1 | WP11CL3 |
| 抗拉强度,min, ksi[MPa] | 60 - 85 | 70 - 95 | 60 - 85 | 75-100 |
| (0.2%偏移或0.5%扩展-负载不足) | (415 - 585) | (485 - 655) | (415 - 585) | [520-690] |
| 屈服强度,min, ksi[MPa] | 32 | 40 | 30. | 45 |
| [240] | [275] | [205] | [310] |
以下列出了本规范下可用的一些等级和相应的连接管道材料规范:
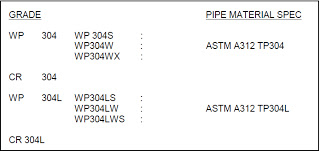
本规范涵盖两大类,WP和CR,无缝和焊接结构的锻奥氏体不锈钢配件。
WP类配件按ASME B16.9和ASME B16.28的要求制造,并细分为以下三个子类:
CR级配件是按照MSS-SP-43的要求制造的,不需要进行无损检测。
根据ASTM A403的规定,根据化学成分的不同,有几个等级可供选择。选择将取决于连接到这些配件的管道材料。以下列出了本规范下可用的一些等级和相应的连接管道材料规范:
本规范涵盖用于低温下的无缝和焊接结构的锻碳钢和合金钢配件。它根据化学成分分为WPL6, WPL9, WPL3和WPL8四个等级。配件WPL6在温度- 50°C下进行冲击测试,WPL9在-75°C下进行冲击测试,WPL3在-100°C下进行冲击测试,WPL8在-195°C温度下进行冲击测试。
管件的许用压力额定值可以按照ASME B31.3适用章节中规定的规则计算。
管壁厚度和材料类型应与管件订购使用时相同,管件上的标识应代替压力等级标记。
| 钢。 | 类型 | 化学成分 | ||||||||||||
| C | 如果 | 年代 | P | 锰 | Cr | 倪 | 莫 | 其他 | ob | 操作系统 | δ5 | 乙肝 | ||
| WPL6 | 0.3 | 0.15 - -0.3 | 0.04 | 0.035 | 0.6 - -1.35 | 0.3 | 0.4 | 0.12 | 答:0.02;V: 0.08 | 415 - 585 | 240 | 22 | ||
| WPL9 | 0.2 | 0.03 | 0.03 | 0.4 - -1.06 | 1.6 - -2.24 | 435 - 610 | 315 | 20. | ||||||
| WPL3 | 0.2 | 0.13 - -0.37 | 0.05 | 0.05 | 0.31 - -0.64 | 3.2 - -3.8 | 450 - 620 | 240 | 22 | |||||
| WPL8 | 0.13 | 0.13 - -0.37 | 0.03 | 0.03 | 0.9 | 8.4 - -9.6 | 690 - 865 | 515 | 16 | |||||
焊接均匀,焊缝光滑,可替代无缝管后拉拔和冷轧。
本标准涵盖了NPS 1 / 2至48 (dn15至1200)尺寸的工厂制造的焊接接头的总体尺寸、公差、额定值、测试和标记。

通过制造商和买方之间的协议,配件可以制造特殊尺寸、尺寸、形状和公差。
ASTM A234/ SA234M中高温用锻碳钢和合金钢管件的标准规范。
这些配件用于压力管道和在中等和高温下使用的压力容器制造。
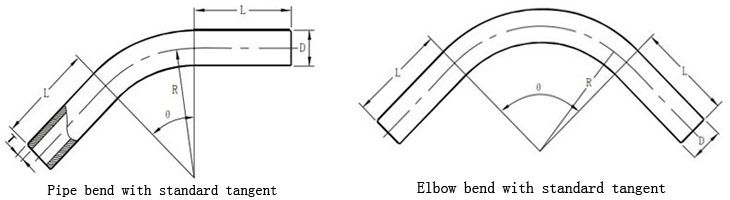
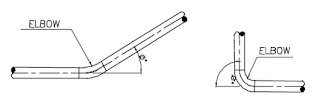
弯头是安装在两段管道或油管之间的管件,可以改变方向,通常是90°或45°角,但也有22.5°弯头。
管道弯头末端可加工对接焊、螺纹或套接,因此弯头由对接焊、螺纹弯头、套接弯头等系列组成。
L/R -长半径,S/R -短半径
弯头的设计特点如下
Ell & ells
“所有的弯路都是弯路,但并非所有的弯路都是弯路。”
事实上,管子是弯成弯头的。
弯头是预制的,设计牢固。
有问题与弯曲,因为在弯曲半径的tick减少,因为我们弯曲管道。
弯头的最小弯曲半径通常为1.5倍管径(R),如果该弯曲半径小于1.5R,则称为弯头。参考任何国际/行业标准需要追踪。1.5、3和4.5 R是工业上最常见的弯曲半径。
肘部也通常呈90度角,通常是一个单独的部件。
急转弯通常被称为弯头。
肘部也通常呈90度角,通常是一个单独的部件。
弯曲通常是相同的材料,通常是更温和的弯曲,以防止扭结。
弯道通常流动得更顺畅,因为管道内部没有不规则的表面,流体也不必突然改变方向。
它们最基本的区别是弯头相对较短,R = 1D到2D是弯头,2D比2D是弯头。在生产过程中,冷弯可以使用折弯机通过现成的直弯进行折弯。一次性完成也不需要第二次腐蚀。但弯头需要厂家定做,要做防腐,订货周期长。弯头价格比弯头高。但性价比远高于弯曲。众所周知,弯管不进行防腐处理容易损坏,但价格便宜,因此在一些要求不高的工程中被大量使用。
当然,在西气东输中,冷弯管道的成本较低。弯头需要厂家定做,需要防腐,订货周期长,但冷弯弯头可以用现成的直弯弯头由折弯机来折弯。一次性完成也不需要第二次腐蚀。冷弯施工工艺按石油标准施工,西气东输按企业标准施工,但在露天区域可采用弯管施工,也可采用弯管施工。桑尼钢铁企业提醒广大客户,中间弯头和弯头性能价格不同,请慎重选择后考虑。
利用简单的数学几何技术可以很容易地计算出弯头角。
弯半径:
弯头或弯头可在各种半径的方向平滑变化,这是在管道的公称尺寸表示英寸。弯头或弯头可在三个半径,
a.长半径弯头(半径= 1.5D):最常用于需要将摩擦流体压力损失降至最低的地方,有足够的空间和体积来允许更大的转弯和产生更小的压降。
b.长半径弯头(半径> 1.5D):有时用于输送浆液、低聚合物等高粘性流体的特定应用。对于大于1.5D的半径,通常使用弯管,这些可以做成任何半径。然而,3D和5D管弯是最常用的
b.短半径弯头(半径= 1.0D):仅用于空间不允许使用长半径弯头且需要降低弯头成本的场所。在夹套管道中,短半径弯头用于核心管。
这里D是标称管道尺寸,单位为英寸。
有三个主要参数决定了弯头半径的选择。空间可用性,成本和压降。
在主要考虑压降的情况下,管道弯曲是首选。
应尽量避免使用短半径弯头,因为方向突变会引起高压降。
最小厚度要求:
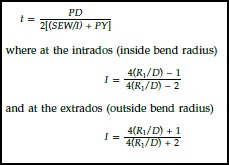
无论使用弯管还是弯头,都必须满足规范中的最小厚度要求。代码ASME b31.3提供了计算给定内部设计压力(P)的成品形式的最小厚度(t)的公式,如下所示:
在这里,
R1 =焊接弯头或管弯头弯曲半径
D =管道外径
W =焊接接头强度折减因子
Y =表304.1.1中的系数
S =表A-1中材料在最高温度下的应力值
E =质量因子,参见表A-1A或A-1B
将任何腐蚀、侵蚀、机械余量与此计算值相加,得到所需厚度。
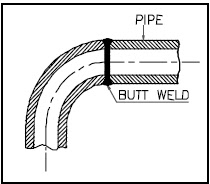
连接端口:
对于弯头/弯管与管道的连接,可采用以下类型的末端连接
对接焊接弯头:
以三维弯头为例,计算公式为:
3(D) x 2(NPS) x 25.4
肘部分为两组,这两组定义了它们改变方向的距离;一端到另一端的中心线。
这就是所谓的“中心到面”距离,相当于肘关节弯曲的半径。
例如,在下面这里,你会发现NPS 2肘部的中心到正面的距离(图像上的A距离)
“长”半径弯头的中心到表面的距离,缩写LR总是“1½x公称管道尺寸(NPS)(1½D)”,而“短”半径弯头的中心到表面的距离,缩写SR甚至是公称管道尺寸。
根据高温使用、卫生洁具、常规工业使用等应用用途选用材料。
管件有各种不同的品种,由各种材料制成,有各种形状和尺寸。