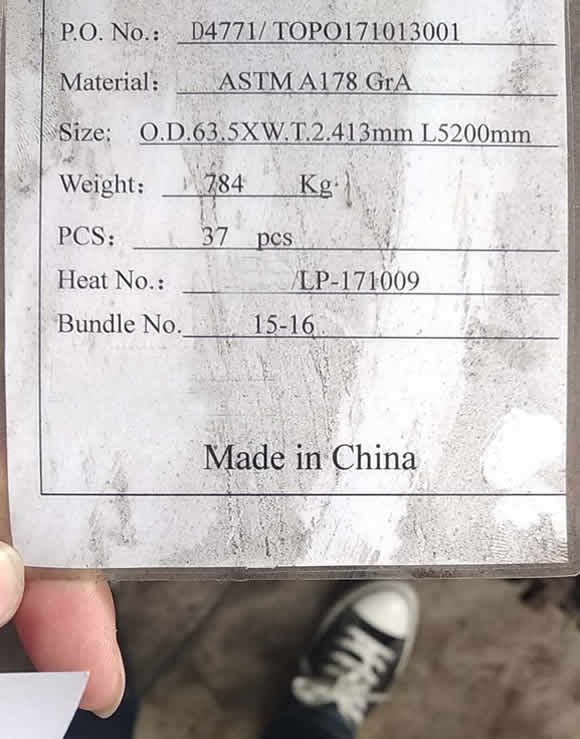
ASTM a178/A 178M电阻焊接碳钢和碳锰钢锅炉和过热器管的标准规范


不同的名称
冷凝器钢管,热交换器管,低碳钢管,电阻焊接钢管,锅炉烟道,过热器烟道及安全端,ERW碳钢管。

化学成分:
| 元素% | 一个年级 | C级 | D级 |
| 低碳钢 | 中碳钢 | 锰钢板 | |
| C | 0.06 - -0.18 | 0.35马克思 | 0.27马克思 |
| 锰 | 0.27 - -0.63 | 0.80马克思 | 1.00 - -1.50 |
| P | 0.035 | 0.035 | 0.030 |
| 年代 | 0.035 | 0.035 | 0.015 |
| 如果 | ... | ... | 0.10分钟。 |
机械性能:
C级和D级管应符合以下规定的抗拉性能要求:
TensileRequirements |
||
数据 |
GradeC |
分级 |
min, Tensilestrength ksi (MPa) min, Yieldstrength ksi (MPa) Elongationin2in.or50mm、最小值,% 对于纵向带材试验,为 Each1⁄32英寸(0.8毫米)decreaseinwallthicknessbelow5⁄16。(8毫米) |
60 [415] 37 [255] 30. 1.50 |
70年[485] 40 [275] 30. 1.50 |
从基本的最低延伸率应作出以下百分比点
| 一个年级 | |
min, Tensilestrength ksi (MPa) min, Yieldstrength ksi (MPa) Elongationin2in.or50mm、最小值,% |
47 [325] 26 [180] 35 |
外径和壁厚
| 外径托 | 壁厚托 | ||
Od < 50 |
±0.05毫米 |
S < 4mm |
±12.5% |
Od > 50 |
±1% |
4 - 20毫米 |
+ 15 / -12.5% |
年代≧20毫米 |
±12.5% |
||
ASTM标准:

生产过程:一并
热处理:
焊接后,所有管子应在1650°F(900℃)或更高的温度下进行热处理,然后在空气中或在可控气氛炉的冷却室中冷却。冷拔管子应在最后冷拔工序后在1200°F(650℃)或更高的温度下进行热处理。
表面状况:
成品管应无水垢,少量氧化不会被认为是水垢。
机械测试要求:
压扁试验/扩口试验/法兰试验/压扁试验/拉力试验/反向压扁试验/静压或无损电试验

捆扎包装/外包塑料袋/木箱

按客户要求打标
根据客户要求在管道上喷漆
使用
用于石化厂、炼油厂、糖厂、电厂、发电厂、造船等锅炉、过热器、热交换器及压力设备。
焊接钢管(用焊缝制造的钢管)是由扁平的钢板制成的管状产品,称为骨架,经成型、弯曲并准备焊接。